")
Em segurança se solda, corta e molda metais… [4]

Quando necessitamos de ligar peças e/ou subprodutos, teremos que ponderar qual o processo mais indicado para o efeito.
São fatores importantes o(s) material(ais) a ligar, as solicitações a que o conjunto vai estar sujeito e a resistência requerida, a quantidade a ligar, o nível de manutenção desejado e a facilidade de realização / execução e acesso, assim como problemas relacionados com concentração de tensões, deformações por tensões de origem térmica, entre outros.
Porque entendo ser muito importante a compreensão dos processos de construção metálica, cujas opções construtivas, montagem e finalidade dependem as abordagens de planificação da segurança julgo reconhecendo a especificidade técnica desta disciplina, que aos técnicos da área compete, creio, e sem propósito de nela me querer imiscuir, creio ser de referir de forma sintética alguns aspetos genéricos enquadradores destas atividades, que complemente a conceção na tomada de decisões, insegurança na construção e montagem de estruturas metálicas pode levar a deformações, instabilidade e colapsos que comprometem desde logo a fase de construção, mas também a sua utilização e vida útil.
A ligação entre peças
Atendendo aos fatores atrás referidos, poderemos optar por uma ligação amovível ou inamovível. Como exemplos de ligações amovíveis, que podem ou não ser flexíveis, poderemos considerar o aparafusamento, a montagem rápida (molas) ou a rebitagem (esta necessita de trabalho suplementar para a desmontagem). Já nas flexíveis a rotação entre peças, normalmente é assegurada por rótula.
As ligações inamovíveis têm um elevado grau de rigidez para manter constante o ângulo entre peças sujeitas a quaisquer ações permanentes (peso próprio e cargas) e variáveis (vento, sismo, temperatura), até atingir o momento resistente de ligação. A soldadura é exemplo de uma ligação inamovível.
A colagem, dependendo do adesivo utilizado e da forma como pode ser removido (forma mecânica ou forma química), poderá ser considerada uma ligação amovível ou inamovível.
Por vezes pode também ser utilizada a conformação plástica, que poderá ser considerada uma ligação inamovível, uma vez que a desmontagem conduz à degradação parcial do material ligado.
Há ainda as ligações semirrígidas que possuem um comportamento intermediário entre as duas referidas. Estão neste caso por exemplo as que permitem uma deformação de funcionamento controlada, algumas colagens, em função do tipo de adesivo utilizado e da forma como pode ser removido (forma mecânica ou forma química)
Cabe ao projetista analisar o modelo estrutural, para assegurar que uma ligação seja segura, a partir do qual deve determinar as ações (esforços) solicitantes nos elementos, sendo certo que devem ser menores que os respetivos esforços resistentes.
Tanto as ligações amovíveis aparafusadas quanto as ligações inamovíveis soldadas bastante utilizadas simultaneamente na mesma peça(s), sendo as primeiras maioritariamente usadas nas ligações de fábrica e as segundas na instalação (assemblagem / montagem / de estruturas metálicas. É assim comum a utilização de soldaduras nas ligações de fabrica e de parafusos nas ligações no local de instalação do produto final.
Noções simples de soldadura
A soldadura é uma ligação inamovível que envolve normalmente a participação intrínseca dos materiais Intervenientes na união. É usada na transformação de materiais no estado sólido através da união de duas ou mais peças, mantendo ambas as suas propriedades físicas e químicas, envolve a fusão localizada dos materiais a unir, que derretidos se misturam no sulco (leito) de fusão que solidifica, formando uma solda.
Nota: A resistência da junta soldada deve ser superior ou igual à do material de base.
São usados diversos processos, segundo as fontes de calor, o arco elétrico gerado por uma fonte de energia que cria calor e o mantem entre a extremidade de um elétrodo metálico e a peça de trabalho derretendo-os nos pontos de conexão, sendo o elétrodo o material protetor para evitar a oxidação e a contaminação do cordão de solda durante o estado líquido, a fonte de tensão e corrente é responsável pelo fornecimento de energia para fusão e alimentação do circuito.
Os processos de soldagem a arco elétrico mais utilizados são:
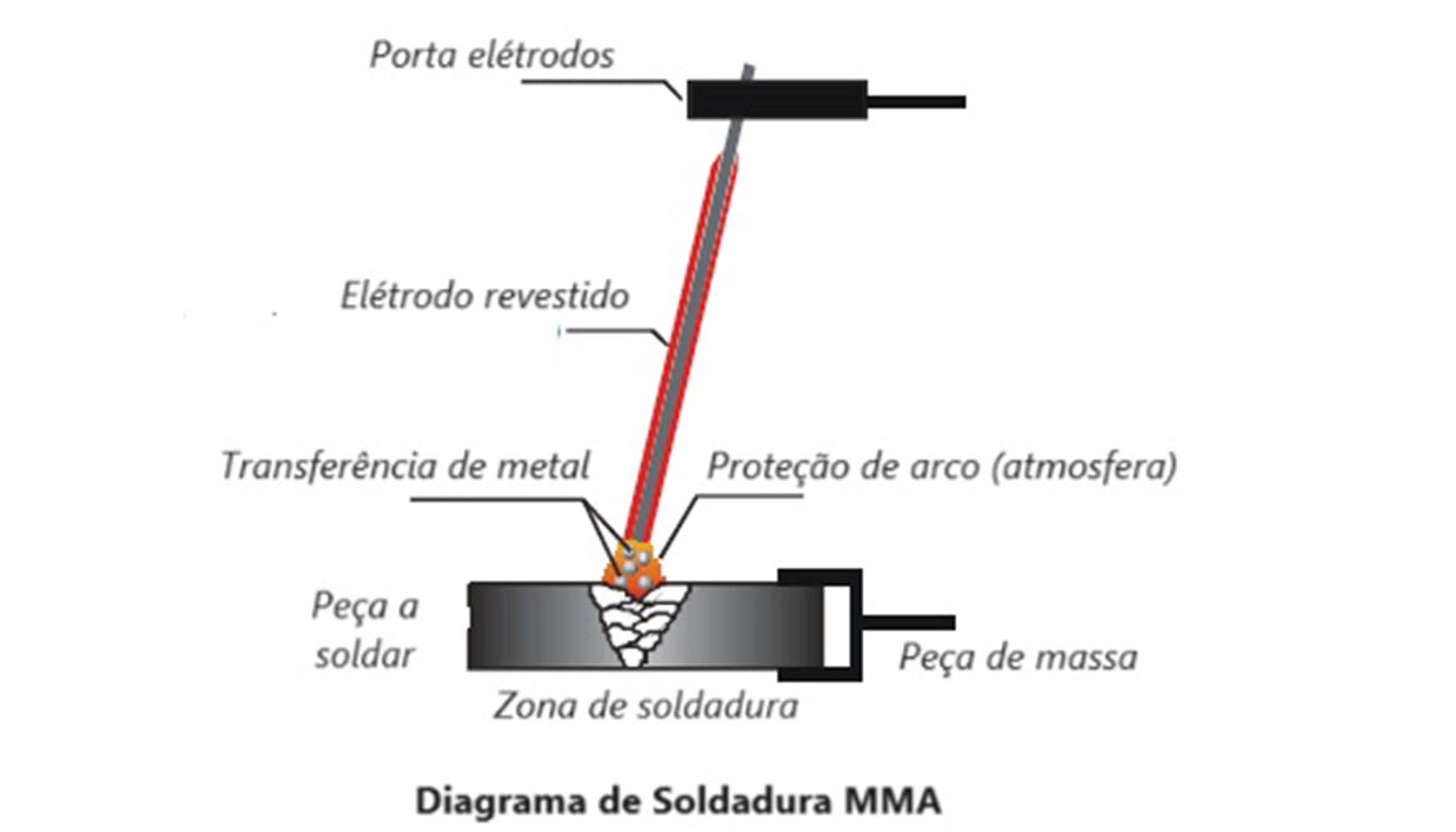
i. A soldadura manual por arco elétrico (MMA), também conhecida como soldadura por arco elétrico revestido (SMAW) consiste basicamente em abrir e manter um arco entre o elétrodo revestido e a peça a soldar.
O arco funde a peça e o elétrodo, criando uma poça de fusão protegida pelos gases da combustão. É muito comum devido à sua flexibilidade e capacidade de ser usada em locais de difícil acesso, sendo usada para soldar aço inoxidável, ferro fundido, alumínio, entre outros.
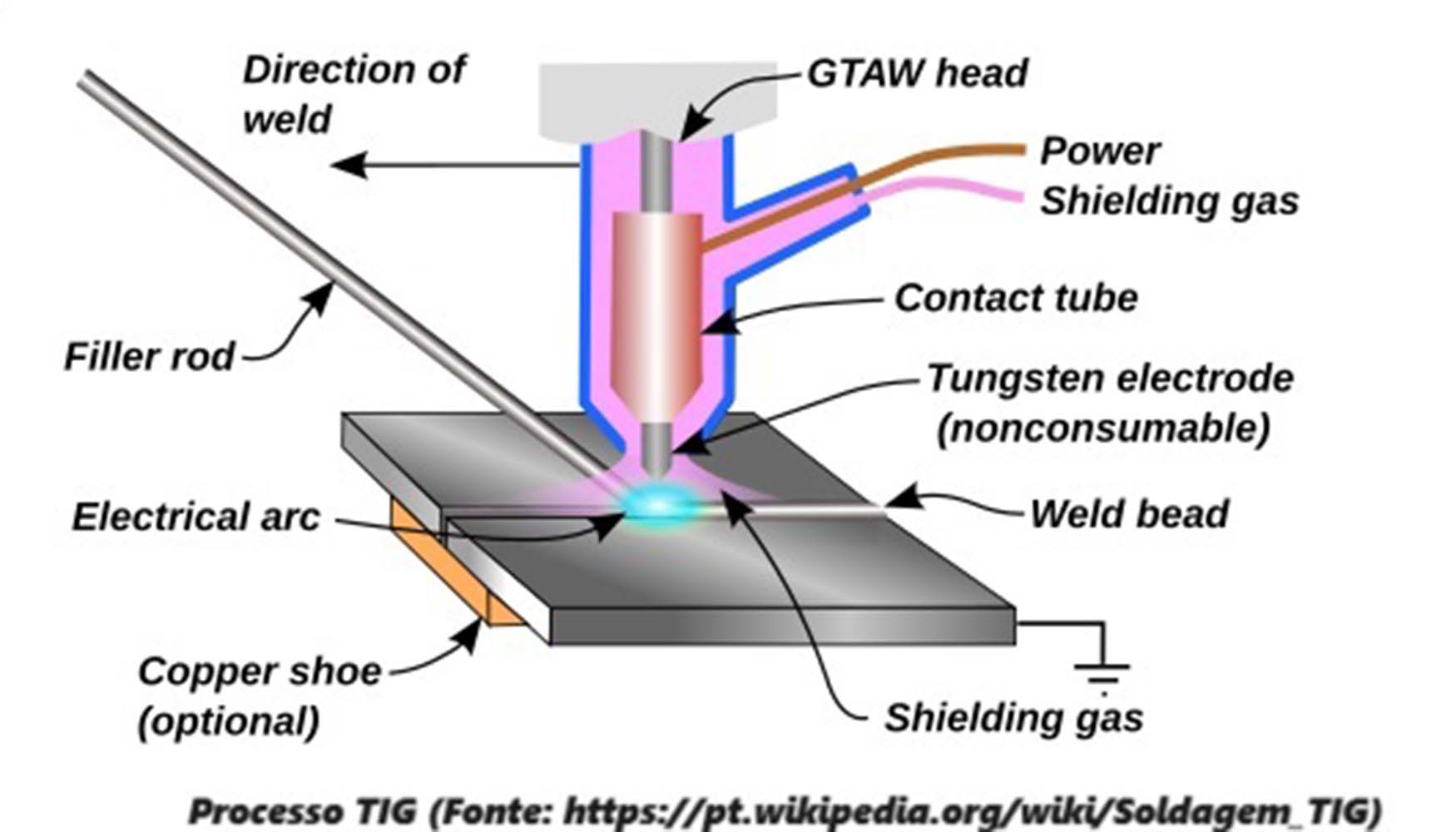
ii. A Soldadura com gás inerte de tungsténio (TIG), também conhecida como soldadura TIG, em que o calor para execução é produzido pelo arco elétrico formado entre o elétrodo e a peça a soldar, a temperatura assim gerada permite criar um banho de fusão que junta a peça ao metal de adição.
A Soldadura TIG porque permite controlar a entrega térmica, possibilita a sua utilização em diferentes situações. Por exemplo, na soldadura de tubos e chapas de diversas espessuras ou na manutenção e reparação de vários metais, incluindo ligas de alumínio, níquel, cobre e magnésio.
De entre as várias vantagens técnicas, temos o uso na maioria das ligas e metais, controlo de temperatura, qualidade, facilita o trabalho do soldador, pois pode ser realizada em qualquer posição, não gera salpicos.
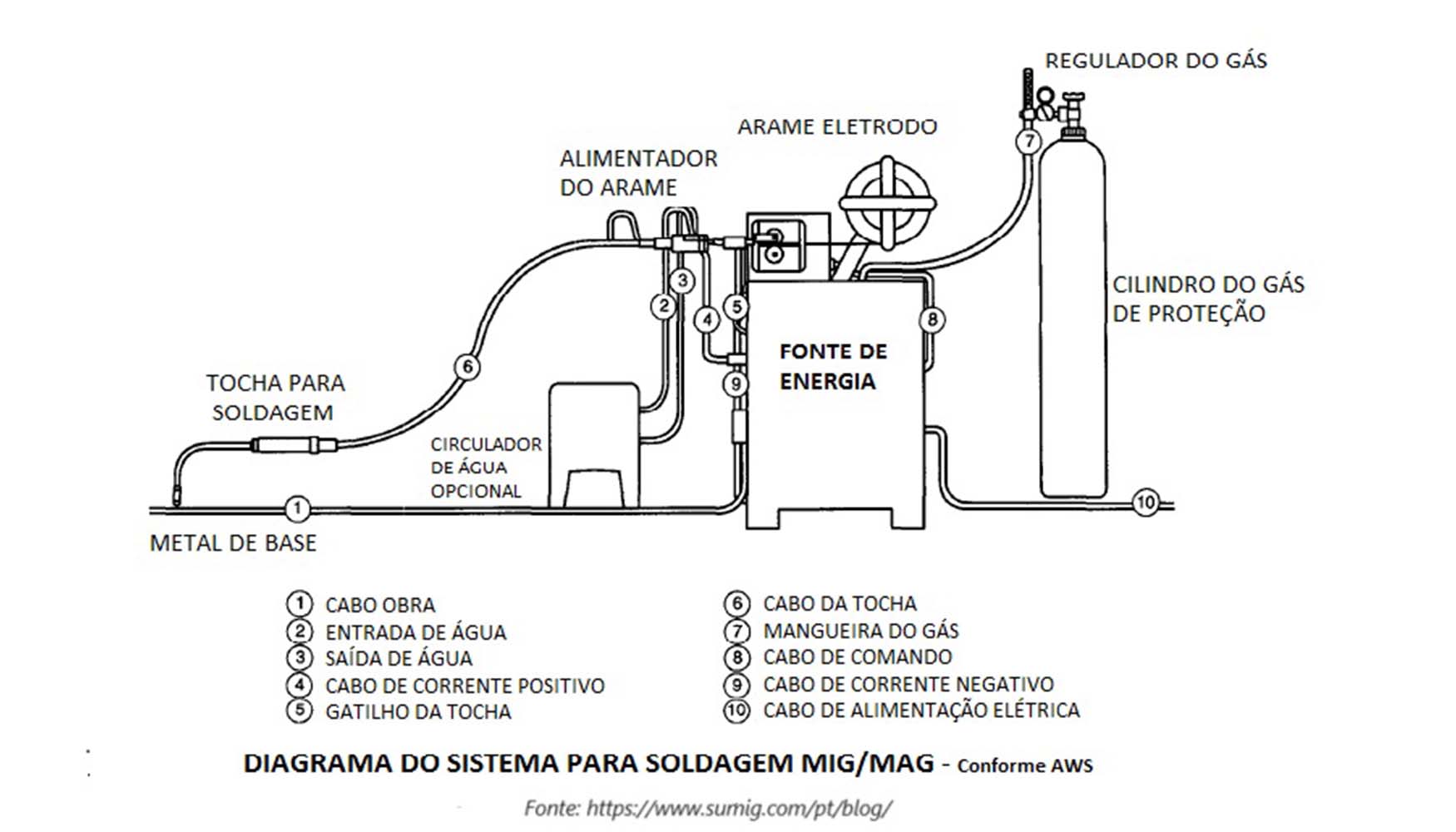
iii. A soldadura a arco elétrico sob proteção de um gás (GMAW), conhecida por soldadura MIG-MAG Metal Inert Gas (MIG) / Metal Active Gas (MAG), também, consiste na criação de um arco elétrico entre um arame, um sólido (metal de adição) e a peça a ser soldada. O arame é alimentado continuamente e fundido pela tensão do arco elétrico estabelecido, ficando parte do depósito de material na junta.
É comum a estes dois processos de soldadura (TIG e MIG/MAG) a necessidade de se desenvolverem em ambiente controlado por um gás inerte, que protege a área de solda, e desta forma a contaminação atmosférica do metal fundido.
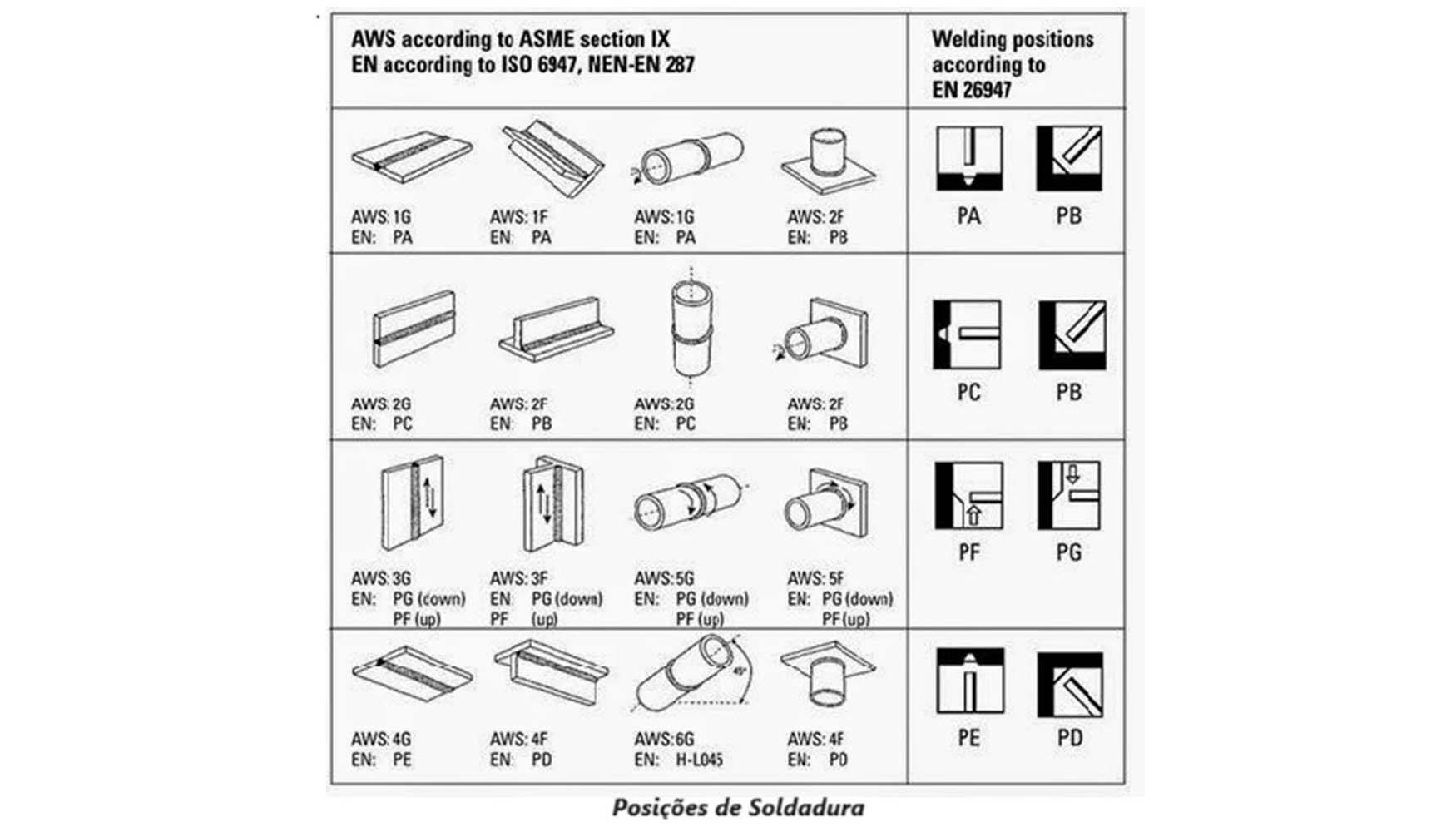
As posições de soldadura
Nem todas as soldaduras são iguais, variam consoante os ângulos de união de metais, para definir a moldagem da peça para a configuração de utilização.
São genericamente tanto para filete como para chanfre, quatro as posições de soldadura:
i. Plana - a mais comum de todas as posições de solda, nela a superfície superior da junta é soldada, permitindo que o metal fundido flua para baixo na ranhura ou nas bordas da junta.
ii. Horizontal – este tipo é uma soldadura fora de posição, exige destreza, uma vez que o eixo de solda se situa na horizontal, podendo haver a necessidade de ajustar a solda para cima para se conseguir garantir o processo corretamente.
iii. Vertical – aqui a peça e a solda ficam na vertical, podendo a execução ser feita de forma ascendente ou descendente havendo o constrangimento do metal fundido escorrer, acumulando-se sobre o metal.
iv. Suspensa – é feita pela parte inferior da junta, a soldadura é feita com as peças metálicas acima do soldador. É uma posição difícil que exige habilidade do soldador, até porque os soldadores permanecem deitados no chão para soldagem suspensa.
Compreender as posições de soldadura é fundamental, não apenas na ajuda à escolha e compatibilização dos materiais, processos e técnicas para a realização de um trabalho, mas também para garantir segurança e eficiência.
A relevância de conhecimento das posições de soldadura resulta de os trabalhadores envolvidos nos trabalhos de soldadura, particularmente os soldadores, estarem expostos a fatores de risco tão diversos e distintos como as posturas mantidas/ forçadas pelas condições de execução sobretudo quando a soldadura ocorre em peças ou elementos de construção já instalados, trabalho em altura, debaixo de água, com diferenças de pressão atmosférica, bem como as particularidades de laborar em espaços confinados desadequados, com ventilação precária ou em deficitária, sujeitos a agentes químicos/ fumos, deficientes condições de iluminação / encandeamento e/ou contrastes radiação (UV, IV e luz visível - com atingimento cutâneo e/ou ocular), ruído, vibrações, desconforto térmico, e outras condicionantes.
Deve assim ser sempre feito o levantamento das condições que concorrem para a realização do trabalho, não só as variáveis de condição como atrás se refere, mas também a escolha e qualificação dos trabalhadores, a planificação da atividade por confirmação “in loco” do tipo de soldadura, os equipamentos necessários e os materiais (metal de adição), sem esquecer os mecanismos de proteção, emergência, resgate, primeiros socorros, deteção de gases, combate a incendio os quais devem estar aprovisionados e disponíveis no momento da execução.
O metal de adição e o seu modo de transferência são fatores determinantes para escolha da posição de soldagem a escolher, até porque para soldar de maneira suspensa, deve verificar-se se o metal de adição é adequado, sem o que será necessário ajustar os seus parâmetros da soldadura para os otimizar a esta posição.
Alem do mais, procurar e assegurar a posição confortável para o executante é pertinente para trabalhar e obter rendimento, qualidade e trabalho seguro, bem sei que nem sempre este é conseguido, porém a procura do mesmo é uma atitude e desafio.
Autorização de trabalhos
Neste como noutros setores algumas atividades de trabalho são de risco elevado, como as relacionadas com espaços confinados, trabalhos em altura, trabalhos a quente, trabalhos em zonas ATEX, movimentação mecânica de cargas, manutenção área elétrica, etc. Como se depreende perante a necessidade da realização deste tipo de trabalhos deve ser implementado um conjunto de medidas preventivas e de boas práticas capaz de prevenir e mitigar os riscos a que os executantes estão expostos, e daí a necessidade de um conjunto de ações plasmado em documento específico assinado pelos responsáveis da construção e ou exploração, que vão desde a descrição pormenorizada do trabalho ao modo de execução (Modo Operatório – MOP) e modo de execução, identificando os perigos e riscos associados, de cuja avaliação (AV-Avaliação de Riscos) se relevam as condições e as medidas preventivas e de proteção a implementar no inicio da execução, a partir do qual se controla a execução e afere a eficácia e revê procedimento, se necessário.
Este documento, a que tecnicamente chamamos de Autorização de Trabalho (AT) ou Permissão de Trabalhos (PT), muitas vezes também identificada como “WP - Work Permit” é fundamental para um Programa de Gestão de Riscos (PGR) deve ser lavrada em varias vias, normalmente três sendo entregue pelo solicitante do serviço responsável pela execução do trabalho de risco ao responsável pela avaliação e tomada de decisão do Dono de Obra e/ou exploração da unidade, previamente à execução da tarefa(as) a realizar.
Formato de uma Autorização de Trabalhos
Uma autorização de trabalho para a segurança deve ser simples, clara precisa, concisa e compreensível pelos intervenientes.
Os passos para uma autorização de trabalho são os seguintes:
i. Seguir um formato padrão de informações precisas, fornecer uma visão geral clara da tarefa.
ii. Ser precedida de uma visita o local de trabalho e analise dos fatores que representam um perigo para o desempenho da atividade e envolvidos na sua execução.
iii. Dados e qualificações dos profissionais ou empresa contratada e participantes da operação;
iv. O MOP que descreve a forma como o trabalho será executado, isto é, os recursos humanos, materiais e de equipamentos que numa sequência lógica de método de organização, requisitos e fluxo de atividades do trabalho visam atingir o objetivo, de forma eficiente. Além disso, permite a fácil identificação de tarefas desnecessárias e pontos de melhoria, e desse modo, os processos passam a ser mais assertivos e inteligentes.
v. Realização da análise de risco no local e durante o planeamento, com a equipe envolvida na atividade ajuda a definir detalhes, objetiva a identificar perigos e optar por medidas preventivas mais seguras e eficientes. Aqui são adotadas as medidas de organização do trabalho, os Equipamentos de Proteção Coletiva (EPCs) e Individual (EPIs) necessários e adequados.
vi. Ser aceite e compreendida pelos intervenientes, assim se garante que é possível realizar os trabalhos seguro.
vii. Ser assinada, cuja aposição de assinatura dos participantes e líderes no formulário assegura a aprovação técnica dos responsáveis e o comprometimento da estrutura dirigente mandante do trabalho.
viii. No final, após a conclusão do trabalho e repostas as condições de operação, proceder à devolução, para confirmação da pessoa responsável do pessoal autorizado, que a cancelará e remete a arquivo.
Se bem que nem sempre assim aconteça de forma formal, há atividades que pela sua natureza nas organizações requerem Autorização de Trabalhos, por exemplo:
i. Trabalhos em espaços confinados, de risco elevado para os trabalhadores e as pessoas que neles entram, como por exemplo perda de oxigênio que leva à asfixia, ou em camaras onde os riscos químicos ou biológicos são suscetíveis de causar doenças profissionais;
ii. Também em trabalhos com presença de radiações ionizantes, quando designadas zonas controladas ou vigiadas para manter valores baixos quanto possível e ser sempre inferiores aos valores definidos na legislação em vigor, assim como a monitorização de efeitos na saúde;
iii. Os trabalhos a frio ou a deformação plástica de metais, que podem causar lesões físicas extremas causadas por prensagem e laminação excessivas, assim como riscos elétricos e mecânicos.
iv. Trabalhos a quente que envolvem a deformação de metais por meio do uso de fogo como forjamento, extrusão, laminação a quente e outros processos. Esta tarefa perigosa requer verificar os materiais combustíveis guardados ou armazenados adequadamente operacionalidade de sistemas de segurança contra incêndio e os procedimentos de emergência ativos.
v. Trabalhos em altura, onde inúmeras atividades profissionais colocam pessoas em risco de queda em altura, daí ser fundamental considerar os fatores de risco que lhes estão associados, as medidas preventivas para os evitar e proporcionar as técnicas de trabalhar em altura com segurança.
vi. Trabalhos na proximidade de linhas elétricas de média e alta tensão na construção e manutenção realizados por trabalhadores não eletricistas na proximidade ou no interior das instalações elétricas em tensão em que podem ocorrer situações de risco por proximidade de peças em tensão, cujos eventuais riscos devem ser objeto de medidas de prevenção e proteção;
vii. De mergulho com aparelhagem ou que impliquem risco de afogamento, com necessidade de monitorização de pressurizações em profundidade, equipamentos de auxilio à respiração, prevenção de hipotermia, e formas de resgate por exemplo;
viii. Montagem e desmontagem de elementos prefabricados ou outros, cuja forma, dimensão ou peso exponham os trabalhadores a risco grave, prevendo planos específicos de elevação e movimentação de cargas “lifting Plans”.
…Continua em próximo número…
REVISTAS






Media Partners

NEWSLETTERS
-

27/07/2026
-

20/07/2026
oinstalador.novaagora.com
O Instalador - Informação profissional do setor das instalações em Portugal
